



模具鋼材焊接專題│瑞典一勝百工模具鋼的焊接(二)---工藝流程
(上接)瑞典一勝百模具鋼材的焊接(一)---工藝條件和方法
瑞典一勝百工模具鋼的焊接(二)---工藝流程
除了在焊補(bǔ)區(qū)的準(zhǔn)備,實際的焊補(bǔ)操作及焊后的適當(dāng)熱處理過程中特別細(xì)心,否則即使用最好的設(shè)備,選用最合適的焊條,工具鋼也不宜焊接成功。
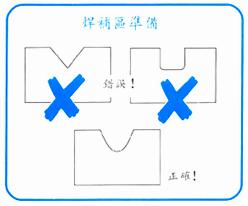
焊補(bǔ)區(qū)準(zhǔn)備
細(xì)心的接口準(zhǔn)備非常重要。因該磨去裂紋以使接口與垂直方向至少成30度角的斜坡。接口底部的寬度至少1毫米,應(yīng)比索用的最大焊條直徑大。
熱作工具鋼的侵蝕和熱龜裂部分應(yīng)被完全磨削掉。
工具焊接區(qū)周圍的表面和接口本身的表面必須徹底加以磨削。在焊接開始前,有關(guān)的表面都應(yīng)用滲透劑檢驗已確信所有的缺陷已完全去除。一旦接口準(zhǔn)備完成,工具應(yīng)馬上焊接,否則接口表面有被灰塵,污物或水汽污染的危險。
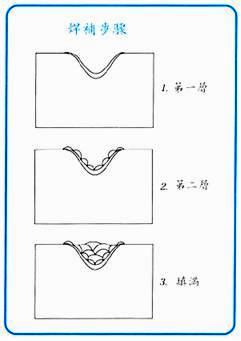
焊區(qū)的形成
用適當(dāng)?shù)亩鄬雍福F(xiàn)在接口表面焊接。這最初的一層應(yīng)用小直徑的MMA焊條來完成(≦3.25mm~1/8英寸-直徑)或用TIG焊接(最大電流120A)。
第二層用和第一層同樣直徑的焊條和電流焊接,以免熱影響區(qū)形成的硬而脆的顯微組織都將被第二層焊接產(chǎn)生的熱量所回火從而開裂的傾向下降。接口的存下部分能用較高的電流和直徑的焊條焊接。
最后的幾層應(yīng)超出工具鋼的表面。即使小的焊接區(qū)至少也應(yīng)以兩層焊接。磨去最后的超出表面的幾層。
焊接時電弧應(yīng)較短,焊縫疊層層次應(yīng)清楚。焊條應(yīng)與接口邊表面成90°角以便減小咬邊。另外,焊條應(yīng)與向前移動方向保持75-80°的夾角。
點弧應(yīng)在焊接接口處進(jìn)行,而不要在不須焊接的任何表面。開裂很可能起始于點弧處。為了避免微孔產(chǎn)生,在焊接開始時,電弧處應(yīng)完全熔化。如果使用已用過的MMA焊條重新開始焊接,那么點弧處雜質(zhì)應(yīng)被清理掉,同樣點弧后,去除該處微孔。
在焊接邊緣和角的部位時,用一片同板或石磨作為焊接區(qū)金屬(圖8)的支持既可節(jié)約焊條又可節(jié)約時間。使用這樣的支撐既可節(jié)約焊條又可節(jié)約時間。使用這樣的支撐使熔池較熱,從而減少了形成氣孔的危險(當(dāng)焊接尖的邊緣和角時需用焊接表面必須留1.5mm的空間,因為焊渣要站一定空間(MMA焊接)。
對于較昂貴的工具鋼的焊補(bǔ)或焊接,如須拋光或做皮紋的塑料模型腔,在焊接金屬和磨具之間須有良好結(jié)合。結(jié)合不良會在隨后的點弧中產(chǎn)生麻煩。昂貴的表面可能被點弧氣孔所破壞。這種工具應(yīng)放在銅板上,并要求接觸良好。銅板須隨工具一起預(yù)熱。
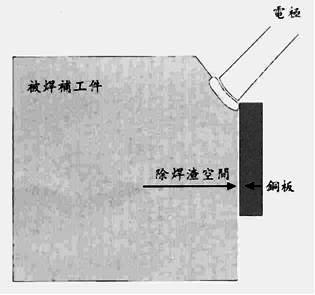
圖8 焊接角位時,銅板用作焊接支撐
在讓工具冷卻下來前,應(yīng)仔細(xì)清理和檢查整個焊接區(qū)。像點弧傷處和咬邊之類的任何缺陷都應(yīng)馬上處理。當(dāng)工具冷卻下來,才能磨削焊接區(qū)表面與四周的平面一致,然后進(jìn)行下道工序。
對于需要拋光或光蝕刻花的模具,最后幾層應(yīng)用TIG焊接,這樣在焊接區(qū)很少可能產(chǎn)生氣孔或夾渣。
焊后熱處理
焊接后要進(jìn)行下列熱處理要根據(jù)工具鋼預(yù)先熱處理情況而定:
•回火
•軟性退火,然后淬火及回火
•除應(yīng)力處理
回火
焊前已全部淬透的工具焊后應(yīng)進(jìn)行回火。回火改善了焊接區(qū)金屬的韌性,當(dāng)焊接區(qū)金屬在使用過程中產(chǎn)生高應(yīng)力時,韌性的改善顯得特別重要(如冷作和熱作工具鋼)。
回火溫度應(yīng)時焊接區(qū)金屬和鋼基體硬度一致。但也有例外,當(dāng)焊接區(qū)金屬和鋼基體有更好的抗回火性時(例如:用QRO90焊條焊補(bǔ)8407);這樣的情況下,在保證鋼基體硬度的同時,應(yīng)盡可能提高回火溫度(一般比前一次回火溫度低20℃)。ASSAB焊條和工具鋼產(chǎn)品手冊中列出了不同工具鋼的焊接回火曲線圖。
非常小的焊補(bǔ),不需要焊后回火,但情況許可下,盡可能進(jìn)行回火。
軟性退火
在軟性退火狀態(tài)下的工具制作過程中由于設(shè)計的改變或機(jī)加工錯誤要進(jìn)行的焊接的工具,在焊接后需進(jìn)行熱處理。既然焊接后的人卻過程中焊接區(qū)金屬會被淬硬,就很希望在工具的淬火和回火前對焊接區(qū)進(jìn)行軟性退火,也包括鋼基體一起進(jìn)行軟性退火。也包括鋼基體一起進(jìn)行軟性退火。然后焊接區(qū)可進(jìn)行機(jī)械加工,整個工具的精加工及進(jìn)行常規(guī)的熱處理。然而,即使工具僅需焊接后對焊接區(qū)進(jìn)行模削精加工,為了避免在熱處理時產(chǎn)生開裂,也需先預(yù)軟性退火。
消除應(yīng)力
焊接后進(jìn)行除應(yīng)力處理是為了降低殘余應(yīng)力。對于非常大的或者是復(fù)雜得焊接區(qū)。這是一個重要的預(yù)防措施。如果焊接后要回火或軟性退火,那么通常不需要去應(yīng)力處理。然后預(yù)硬工具鋼,例如718HH焊后需要機(jī)械加工,為了保證模具的尺寸穩(wěn)定性,去應(yīng)力處理是絕對需要的。
非常小的焊補(bǔ)和焊接通常不需要除應(yīng)力處理。
經(jīng)焊烳的壓鑄模具進(jìn)行除應(yīng)力處理

資料來源:瑞典一勝百模具鋼ASSAB TOOLING
編譯:東莞市弘超模具科技有限公司
更多信息
請直接與東莞市弘超模具科技有限公司服務(wù)人員聯(lián)絡(luò)(熱線電話:0769-82621066),以獲得更多的有關(guān)模具鋼材選擇、應(yīng)用、熱處理及庫存等相關(guān)資料。
(待續(xù))瑞典一勝百工具鋼的焊接(三)---各種牌號的焊接參數(shù)- 【點擊次數(shù):】 【加入時間:2009-10-17 05:50:33】 【關(guān)閉本頁】
新聞動態(tài)
相關(guān)產(chǎn)品
模具鋼材專業(yè)供應(yīng)商
聯(lián)系人:康先生
手機(jī):18925597988
電話:86 0769-82621066
傳真:86 0769-82621099
郵箱:sales@hongchao-dg.cn
網(wǎng)址:www.syfukang.com
誠信通ID:xinhongmouldsteel
QQ:
地址:廣東省東莞市塘廈鎮(zhèn)林村管理區(qū)